1、一、驱动电机的平衡
首先我们要对CNC机床的驱动电机进行高精度平衡校正,电机两端都设有平衡环,在平衡环上设有多个M3(根据机床型号可能螺纹孔的大小不一样)的配重螺纹孔,用于精确配重。
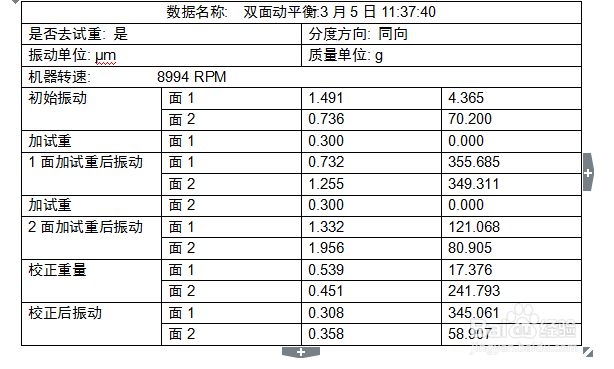
动平衡仪最好选用双通道动平衡仪,这样对电机做一个整体的双面动平衡校正,更加准确快速一些,一般平衡精度ISO1940-G1或者更高,下面是采用我司KMbalancer II振动分析及双通道现场动平衡仪的平衡数据:
2、从上面数据可以看出,整个平衡分为3大步,第一步为初始振动测量,第二步为试重振动测量,第三步为校正后振动测量,其中第二步分为两小步,即面1和面2分别进行试重振动测量,过程简单,平衡精度高,为使用者节省很多时间。
另KMbalancer II振动分析及双通道现场动平衡仪内置计算器功能,根据对应的ISO1940不平衡等级,只需要输入转子质量,平衡转速,平衡半径三个参数就可以计算出许用不平衡质量,判断平衡后的转子不平衡量是否达到客户的平衡等级标准。
3、二、联轴器的平衡
联轴器的平衡精度与电机,主轴同样重要,需达到同样的平衡等级,才能满足整体设备的运行要求,不仅仅是要求联轴器生产厂家对联轴器进行平衡校验,提供校验报告,还要在联轴器安装到机床上后再一次进行平衡校验,因为安装会产生二次不平衡。
因此需要在联轴器上添加配重螺纹孔,以方便现场进行平衡校正,机床生产厂家可以在电机平衡完成后,安装联轴器,安装后对电机驱动端进行单面动平衡校正,配重在联轴器上。
而正在使用机床的客户可以在整机上进行动平衡校正,无需拆卸联轴器。

4、三、整机联轴器的平衡方法以及主轴动平衡
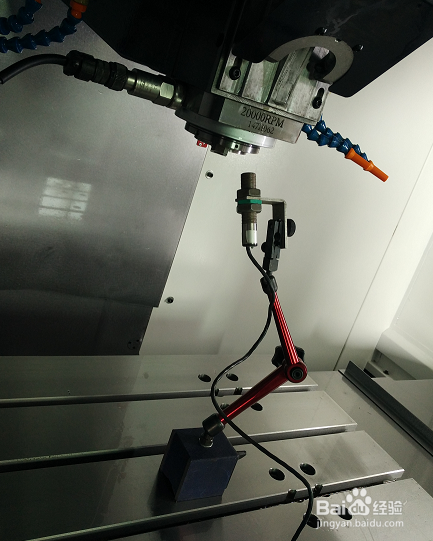
对于使用机床的用户,在整机情况下,要对电机进行平衡操作比较不易,所以整机现场一般对主轴的上端和下端平衡即可,一般分为两种情况:一是主轴的上端和下端都预留了螺纹孔,二是主轴上端联轴器和主轴下端预留了螺纹孔。
图中为例,上图是联轴器和主轴下端预留了螺纹孔,按双面平衡方法进行双面动平衡即可。
这两种情况都可以按照上面的双面平衡方法进行平衡校正,而现场大多数情况下,只需要对主轴下端面进行单面平衡即可满足运行要求,因为大多数品牌厂家出厂时已经将上端电机和联轴器平衡好了,生产过程中主轴下端更容易产生新的不平衡。