1、锻件探伤实际操作
正常锻件探伤时,缺陷的深度位置大于10mm的情况下,可以直接根据事先制作好的正确的AVG曲线,来定量缺陷的当罪宋量大小ø值。
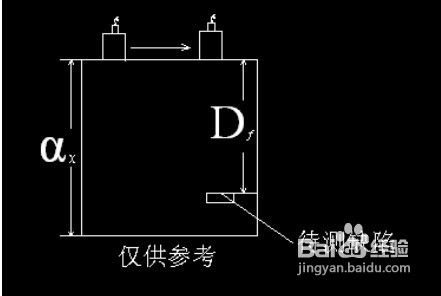
2、记录缺陷坐标值(X,Y)如下图:

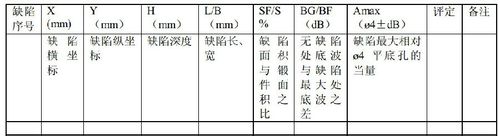
3、记录锻件X、Y坐标值时,明确锻件的实际标号位置墨扬,确定X、Y坐标轴,正确记录锻件X、Y坐标值。 锻件探伤报告表 :
注意:
探伤过程中,手不松开探头,保持探头与待测工件的耦合,用力均匀进行扫查工作,正确的记录检测数据。 ±dB— 该数购著睡据在检测过程中可能出现+dB或﹣dB,根据实际值记录。
时间:2026-04-24 01:16:35
1、锻件探伤实际操作
正常锻件探伤时,缺陷的深度位置大于10mm的情况下,可以直接根据事先制作好的正确的AVG曲线,来定量缺陷的当罪宋量大小ø值。
2、记录缺陷坐标值(X,Y)如下图:
3、记录锻件X、Y坐标值时,明确锻件的实际标号位置墨扬,确定X、Y坐标轴,正确记录锻件X、Y坐标值。 锻件探伤报告表 :
注意:
探伤过程中,手不松开探头,保持探头与待测工件的耦合,用力均匀进行扫查工作,正确的记录检测数据。 ±dB— 该数购著睡据在检测过程中可能出现+dB或﹣dB,根据实际值记录。
