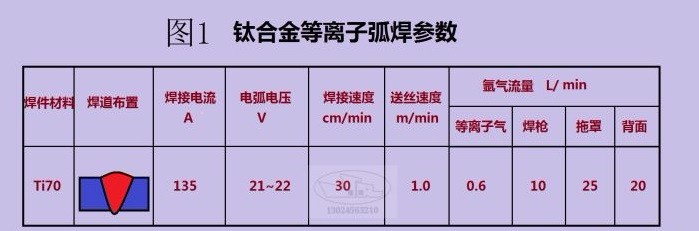
1、等离子弧焊
对厚度在2.5~15mm之间的钛板,当坡口为I形时应用小孔法可一次焊透,为了保证小孔的稳定,背面充气沟槽的尺寸为30mm×30mm。PAW的工艺参数较多,当采用小孔法时主要涉及到喷嘴孔径、焊接电流、离子气流量、焊接速度、保护气流量等。本次焊接使用的喷嘴孔径为2.5mm,焊接时电流类型采用直流正接(DCEN),研究者在试板焊接过程中的具体焊接工艺参数见图1
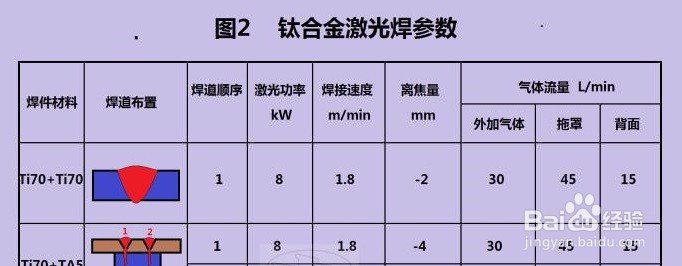
2、(2)激光焊
LW焊接时的主要工艺参数有激光功率、焊接速度、离焦量、侧吹气体流量及保护气体流量等。由于LW焊速极高,一般不能在焊接过程中对工艺参数进行调节,故在正式焊接前需通过预试验确定最佳的参数组合,焊接时的层间温度不大于100℃,钛合金激光焊工艺试验焊接参数简图2
3、(3)激光MIG复合焊
LW-MIG复合焊时,由于存在激光和电弧两个热源,且每个热源均有较多的工艺参数需调节,故要使激光与电弧谐同匹配需进行大量试验摸索。对于4mm的Ti70板材对接接头,本次焊接使用了图3给出的工艺参数,得到了成型良好的单道全熔透焊缝。焊接时激光与电弧的相对位置要调得恰当。钛合金激光-MIG复合焊工艺试验焊接参数见图3

4、焊后检查
焊接完成后,对其焊缝的外观进行检查和无损检测。钛合金的外观颜色可以表明焊缝产生污染的程度。一般银白色的保护优良,几乎不存在有害气体的污染;淡黄色、金黄色焊缝对力学性能影响不大;其他蓝、灰等颜色则不可接受。由于高温区采取的保护充分,焊接后的焊缝外观颜色基本为银白色或金黄色。但由于在起弧段拖罩不能完全靠牢,所以在起弧处保护效果略差。正常情况下,焊后焊缝外观检查成型良好,无裂纹、未熔合、气孔、焊瘤等缺陷。

